
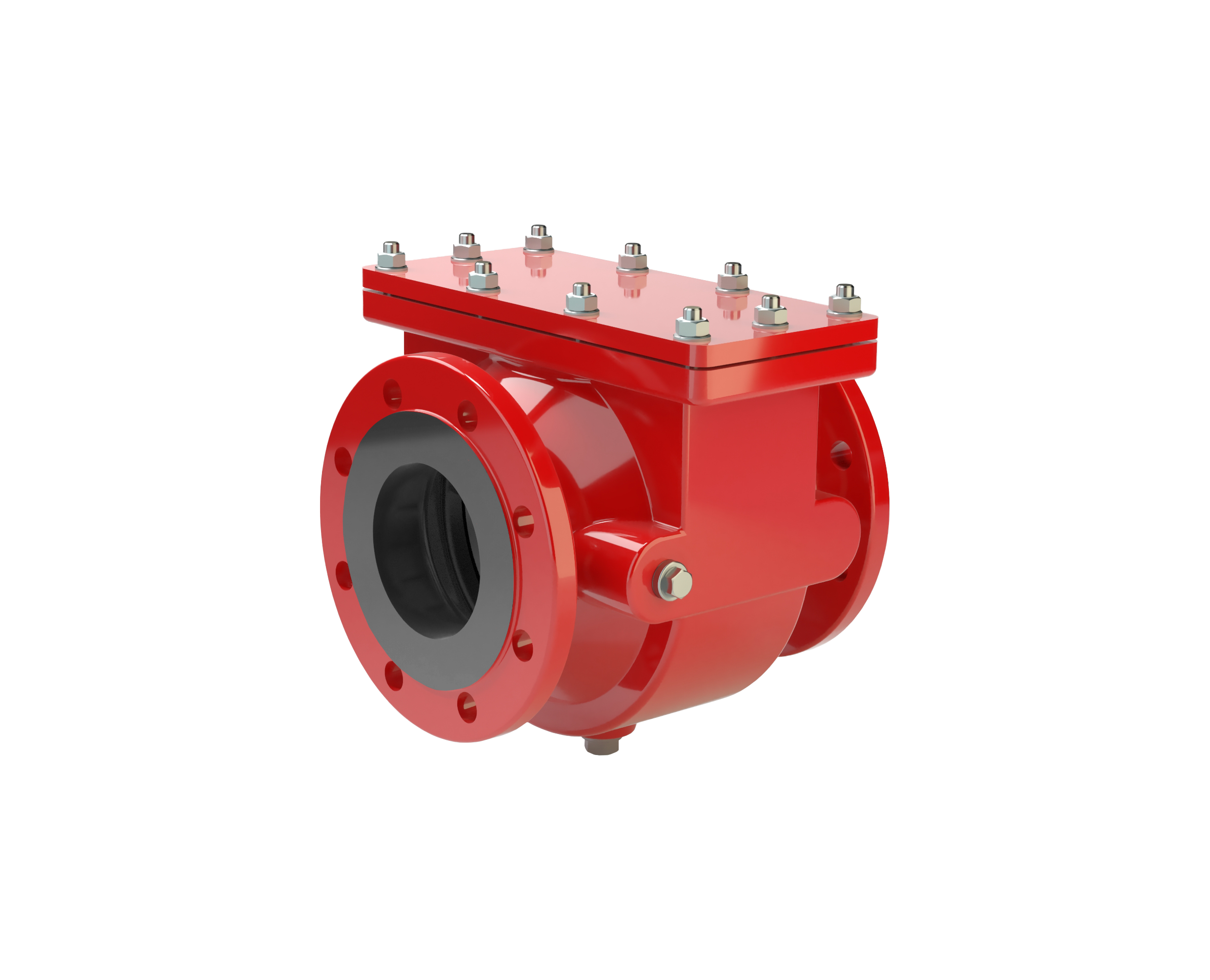

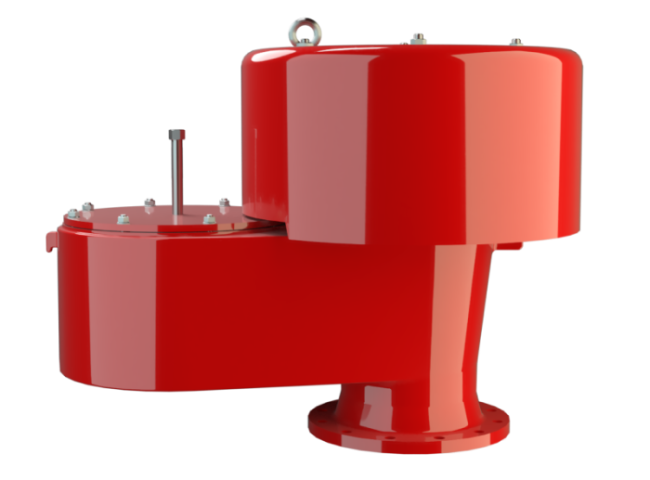


Floating Suction Units for clean fuel withdrawal
Clean Fuel Withdrawal
Background
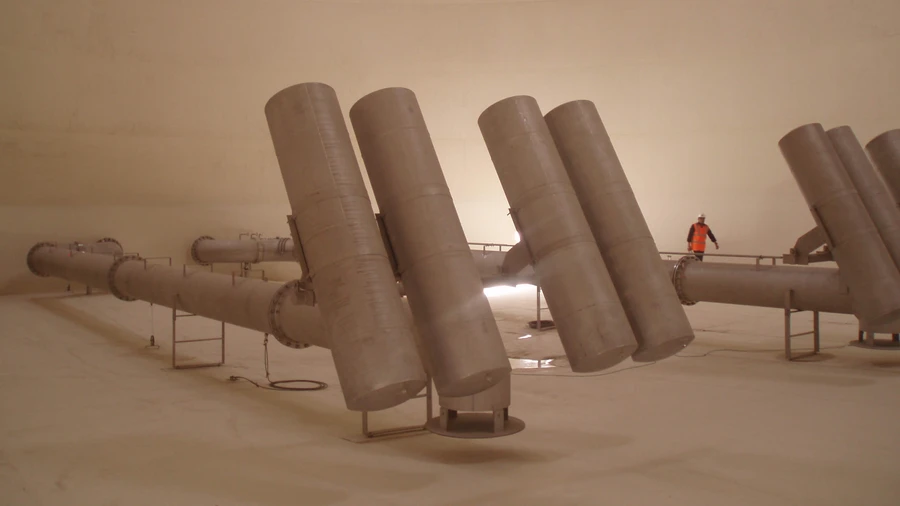
A large international infrastructure development required advanced fuel-handling solutions for new storage tanks being constructed as part of a long-term airport expansion

The project team needed floating suction units (FSUs) that met strict technical specifications, ensured high operational safety, and complied with rigorous auditing standards. At the initial stage, the requirement covered multiple tanks, each needing stainless-steel floating suction systems to support clean fuel withdrawal and long-term performance.
Solution
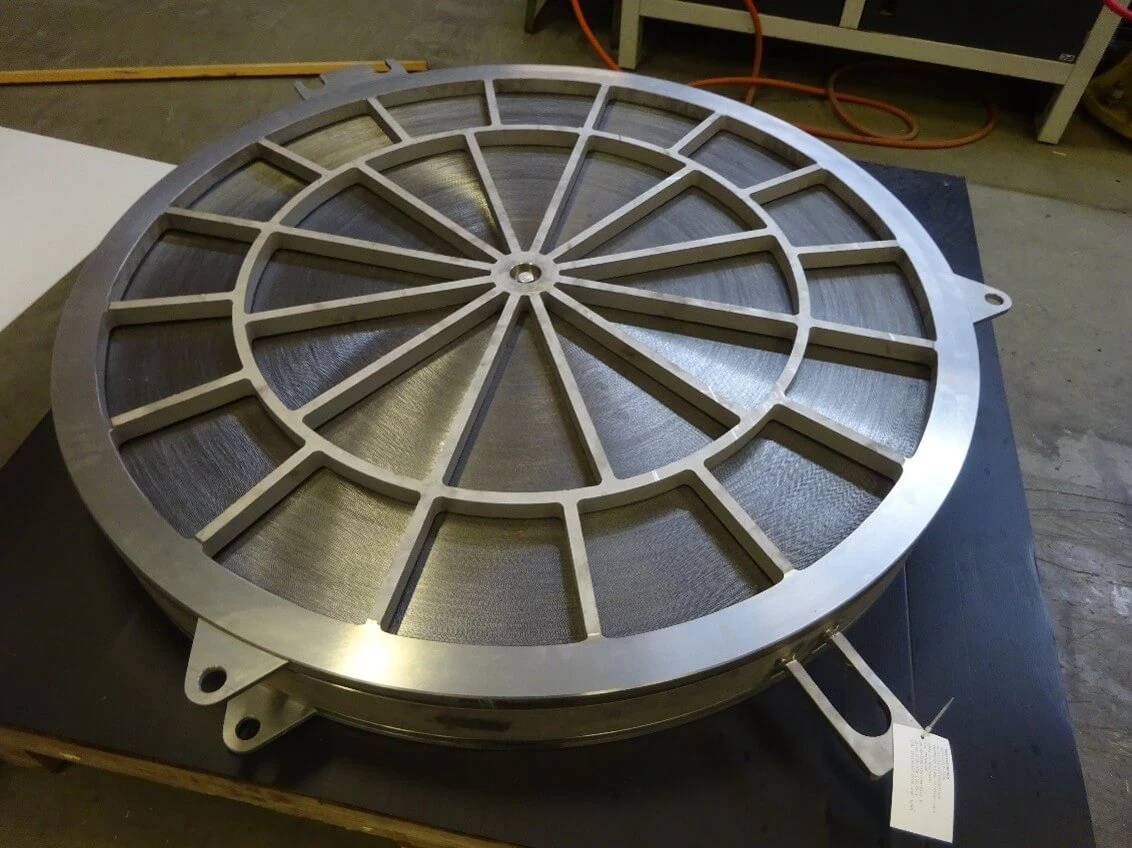
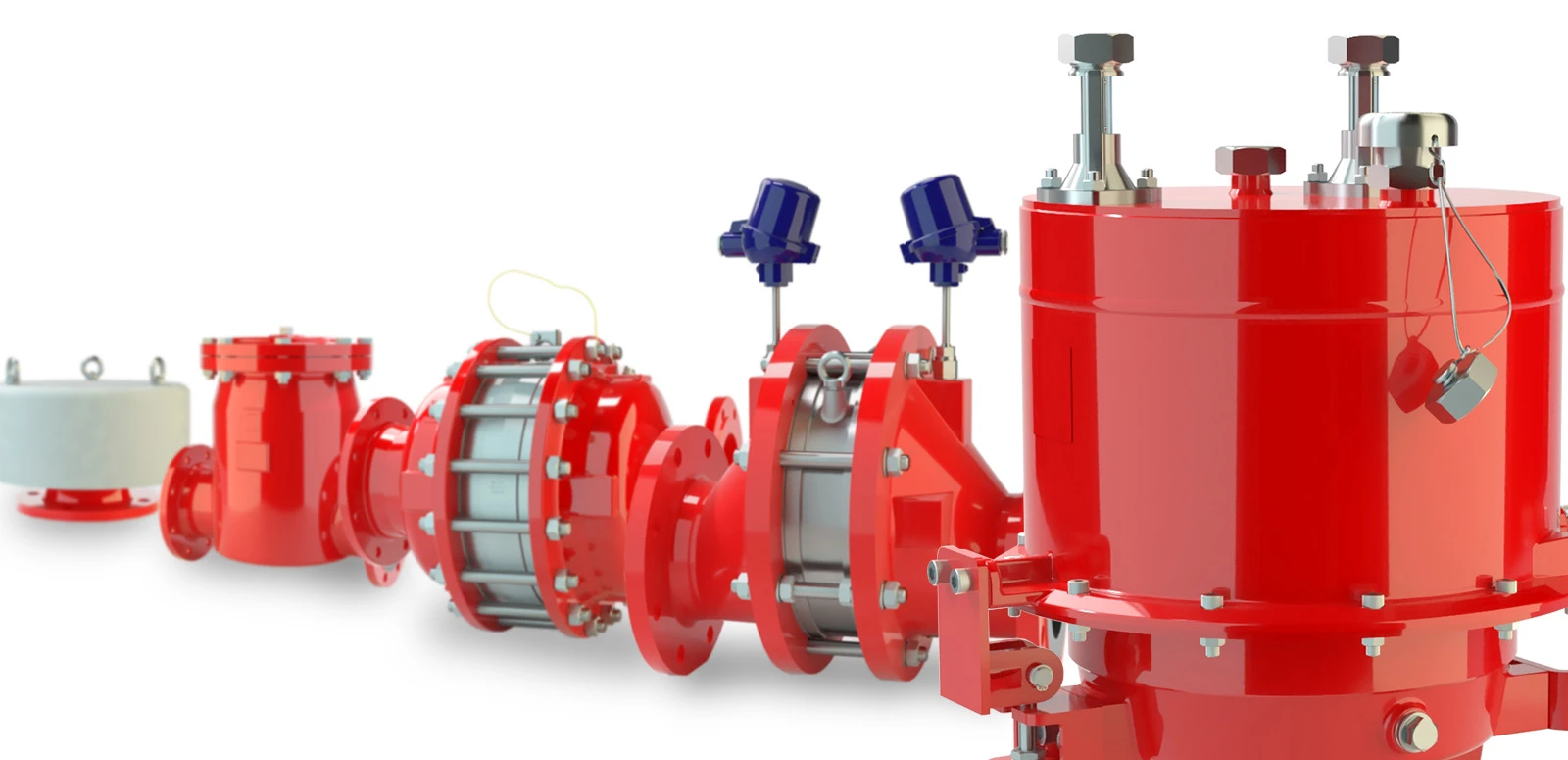
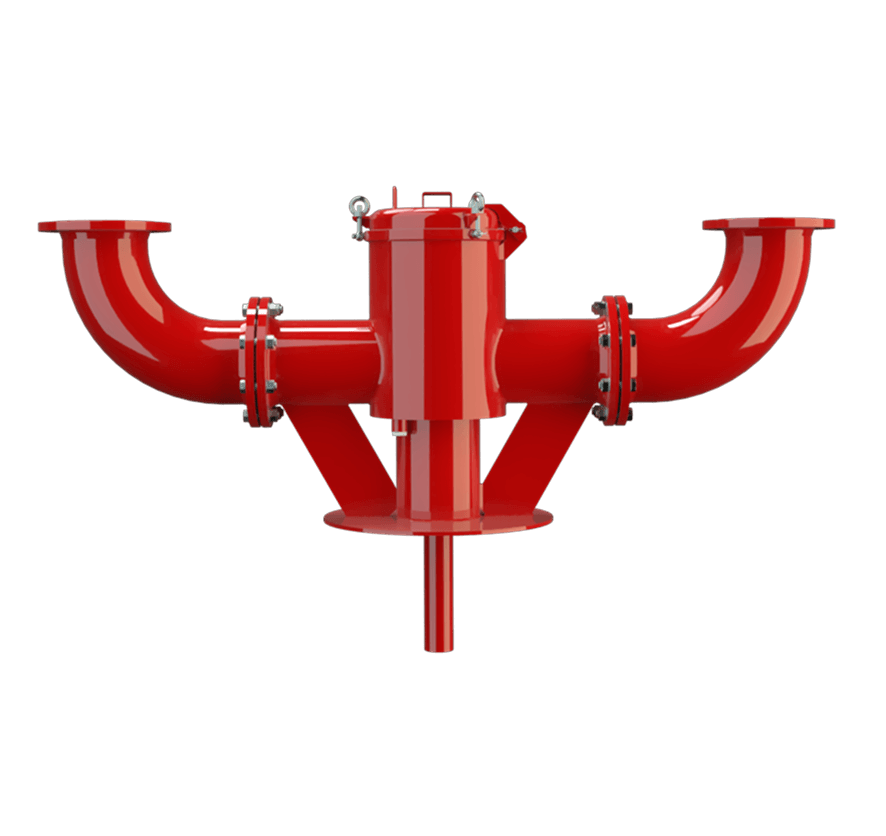
PROTEGO® was engaged to provide 24" stainless-steel floating suction units tailored to the project’s tank configuration. The engagement began with a detailed technical presentation covering both tank devices and associated equipment Equipment Machines, appliances, fixed or mobile devices, control parts and accessories, and warning and prevention systems, whether separate or combined, intended for the generation, transfer, storage, measurement, control, and conversion of energy, and for the processing of materials, which have their own potential source of ignition and may cause an explosion. . To meet the project’s approval criteria, the PROTEGO® manufacturing facility underwent a structured audit by a delegation of senior technical specialists. The audit was coordinated meticulously and received immediate acceptance from the reviewing team.
Following approval, PROTEGO® commenced production of the initial batch of six units. These were delivered and installed successfully, adhering to project timelines and quality expectations. As construction continued, a further set of units was supplied, supporting the phased build-out of additional tanks planned over several years.
Results
The deployment of PROTEGO® Floating Suction Units contributed to reliable, safe, and efficient fuel-handling operations across the project.
Key outcomes included:
- Consistent operational precision, supporting stable draw-off of high-quality product Product Includes equipment, protective systems, devices, components and combinations of these. .
- Smooth audit and approval processes, enabling rapid commencement of manufacturing.
- Timely installation, facilitating uninterrupted progress in early project phases.
- Scalable delivery, allowing additional units to be integrated as new tanks were constructed.
Overall, the PROTEGO® equipment supported long-term operational readiness for one of the region’s most significant infrastructure developments.
The audit and coordination were executed with remarkable precision. The Floating Suction Units were delivered and installed exactly as required, and the delegation approved them immediately.