Case Studies
Projects we Pressure/vacuum relief valve Pressure/vacuum relief valve is an umbrella term that includes pressure or vacuum relief valve as well as pressure and vacuum relief valve. are proud of
PROTEGO® safety devices have proven effective in diverse real-world applications.
Flame Arrester Replacement on a Deep-Water FPSO

Background
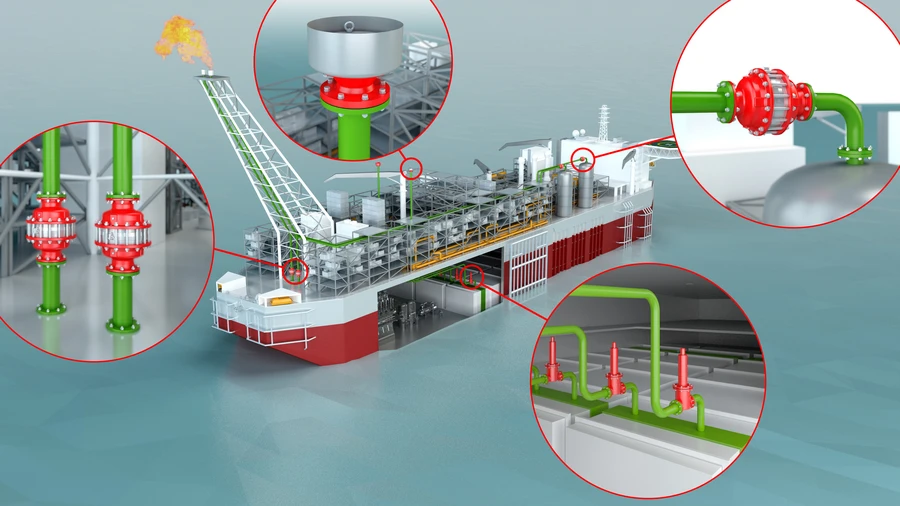
A major offshore energy operator was experiencing recurring operational disruptions due to aging flame arresters Flame Arresters A flame arrester, deflagration arrester, or flame trap is a device or form of construction that will allow free passage of a gas or gaseous mixture but will interrupt or prevent the passage of flame. on its FPSO vessel Vessel Container or structural envelope in which materials are processed, treated or stored. . Frequent cleaning, high pressure losses, and long maintenance Maintenance Combination of all technical and administrative actions, including supervision actions, intended to maintain or restore a unit in working order. durations were causing production downtime and increased operational risk.
Solution
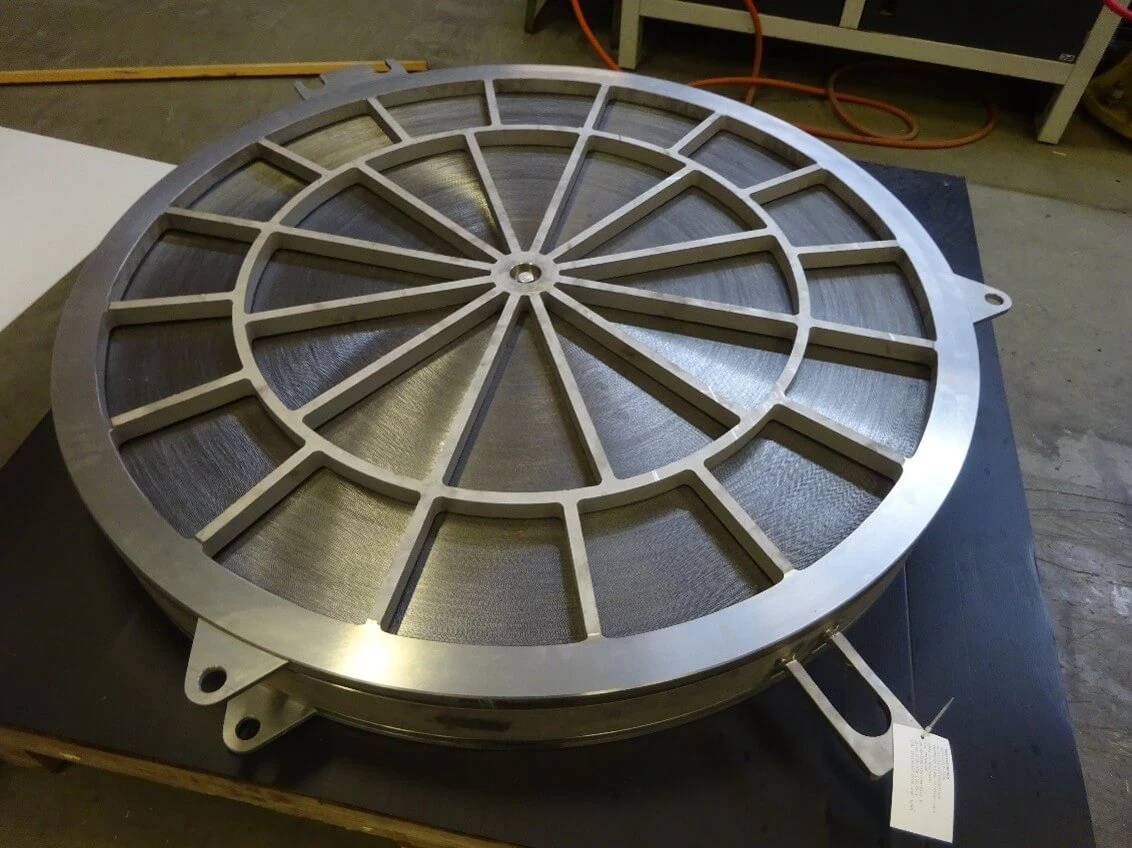
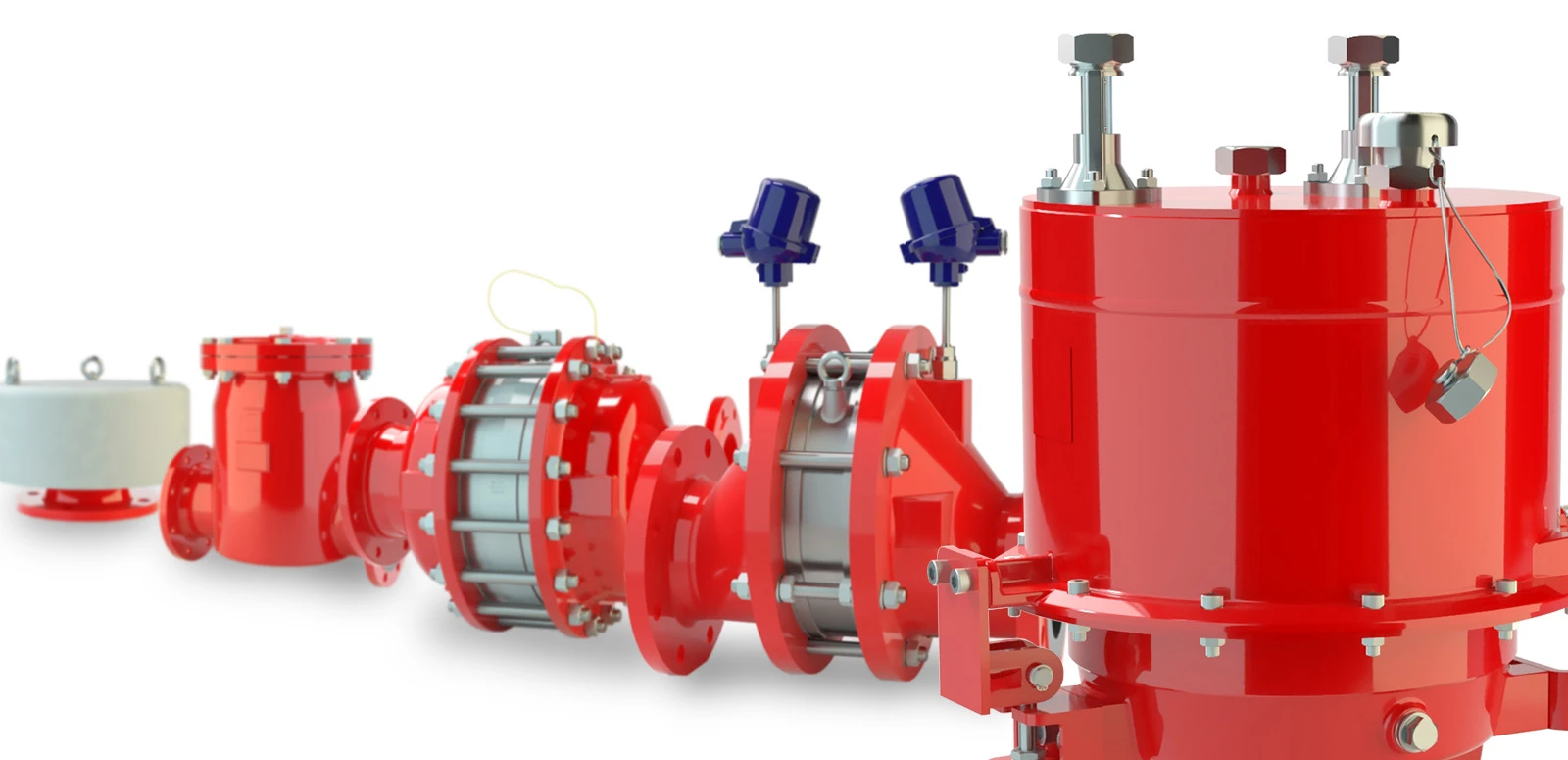
PROTEGO® supplied new detonation Detonation Explosion propagating at supersonic velocity and characterized by a shock wave (EN 1127-1: 1997). -proof, easy-maintenance flame arresters engineered to fit the existing installation footprint. The upgraded units include stabilized flame filter discs for simplified handling and tap-drain features to reduce condensation build-up, enabling faster and safer offshore maintenance.
Result
The upgraded system delivered meaningful operational improvements, including significantly improved cleaning efficiency, reduced maintenance time, and greater reliability. The operator also achieved safer offshore operations with fewer resource requirements.
All Case Studies
Case studies highlight challenges faced, strategies implemented, and results achieved, showcasing the ability to address fire and explosion protection Explosion protection An explosion protection is a flame arrester that prevents flame propagation into plant sections to be protected during explosions. , emission control, and storage tank safety. With a commitment to quality and proven methodologies, we support our customers with application-specific engineering and overall protection system design.