
One Voice to the Customer
Flame Arresters
I Pressure/vacuum relief valve Pressure/vacuum relief valve is an umbrella term that includes pressure or vacuum relief valve as well as pressure and vacuum relief valve. would also offer an unstable arrester to show that PROTEGO® has unstable arresters.
The response should be that we tell the customer that we also have unstable arresters. We should really mention that we have the broadest range of unstable arresters to offer, and then present the argument along the lines of the technical report issued in (See enclosure) Report. Response to competitor’s arguments - stable versus unstable detonation Unstable detonation Detonation during the transition of a combustion process from a deflagration into a stable detonation. The transition occurs in a limited spatial zone where the velocity of the combustion wave is not constant and where the explosion pressure is significantly higher than in a stable detonation. flame arresters Flame Arresters A flame arrester, deflagration arrester, or flame trap is a device or form of construction that will allow free passage of a gas or gaseous mixture but will interrupt or prevent the passage of flame. - of 01.06.06 by PUSA.
It is important to mention that a flame arrester Flame arrester Device fitted to the opening of an enclosure, or to the connecting pipe work of a system of enclosures, and whose intended function is to allow flow but prevent the transmission of a flame. is part of an overall safety concept. Therefore stable DAs can be used in accordance with ISO 16852.
Remark: The report should be revised with regard to the new ISO/FDIS 16852.
The main points to make are as follows:
*If you just look at the fact that an unstable detonation arrester is tested a little tougher than a stable one, I agree that only unstable arresters should be installed. However, one should realize that unstable arresters cannot really protect against the full DDT range. Someone stating that an unstable detonation arrester is infallible has truly made a sales pitch. Please look at the research work of Dr. Foerster, and you get a better understanding of what unstable arrester really means (the main results are explained in our technical report).
*Furthermore, you do not just own the arrester, but also the process. And from a process safety point of view, having reduced down time, easy maintenance Maintenance Combination of all technical and administrative actions, including supervision actions, intended to maintain or restore a unit in working order. , and cleaning ability is the key to process plant safety. So a stable detonation Stable detonation A detonation is stable when it progresses through a confined system without significant variation of velocity and pressure characteristics. arrester can be the safer option looking at the overall picture. Let me provide you with one case in which PROTEGO was asked to analyze an incinerator which was regularly having flashback Flashback Phenomenon occurring in a flammable mixture of air and gas when the local velocity of the combustible mixture becomes less than the flame velocity, causing the flame to travel back to the point of mixture. from the burner port.
The problem resulted from an in-line unstable detonation arrester which caused too high of a pressure drop and, by this, forced the incinerator into regular flashback. We installed stable detonation arresters into this application, and now the system is no longer flashing back. And if there were to be a flashback, the stable detonation arrester works fine.
*One also has to consider that these DAs, whether stable or unstable, are tested in a closed pipe system under stoichiometric conditions (worst case conditions), which are really a pretty tough test. In the German chemical industry, companies such as Bayer and BASF have used in-line stable detonation arresters for over 50 years, and none of these systems have ever failed due to DDT. Much more important is to stay within the limits of use dictated by actual tested pressure, temperature, and oxygen concentration. It is not like PROTEGO® to talk bad about our competition, but if you only have one product Product Includes equipment, protective systems, devices, components and combinations of these. to sell, you try to argue against technology which is much more beneficial to the customer. Otherwise, you create a disadvantage from the start.
Reference: ISO 16852 / NFPA 69 / Technical report / Paper Dr. Foerster
In this specific case, there are different ways to argue:
The first step is to analyze if an LH/AD is an option:
A) If it is the intent to install an end-of-line device Device A device is a pipe component that influences the media flow by opening, closing, or partially shutting off the flow channel or by dividing or mixing the media flow. to protect a vessel Vessel Container or structural envelope in which materials are processed, treated or stored. from atmospheric deflagration Deflagration Explosion propagating at subsonic velocity (EN 1127-1:1997). , then we would suggest installing a LH/AD deflagration proof flame arrester at the very end of the pipe. This device costs less and is much easier to maintain than an in-line vent line flame arrester, such as the 4950 from Protectoseal.
B) If the customer is looking for a device which is installed within the building, but he wants to use a vent line which vents outside of the building because vapors condense or even freeze within the arrester, we would have to offer one of our FAs. This causes us problems as they are more expensive than what the competition offers.
Some customers just want the FA to be inside the building, and there is no way to convince them otherwise. In this case, we need to decide on a strategic price for the FA/CN.
Here is how we could argue:
If the customer is using a vent line which is within the tested L/D ratio of our FAs (typically L/D = 50), then we can offer the FA/CN with all its benefits. Compared to our competition, we have much easier maintenance and can replace single filter discs.
Reference: NFPA 69 Edition 2008
The American Standard NFPA 69 " Explosion Explosion Abrupt oxidation or decomposition reaction producing an increase in temperature, pressure, or in both simultaneously. Prevention Systems" 2008 Edition states:
F.1 General Information
Flame arrestment is achieved by a permeable barrier, usually consisting of metallic filter discs...
PROTEGO® provides the flame filter design; Enardo and Marvac don't.
Reference: NFPA 69 Edition 2008
PROTEGO® has both USCG accepted and ATEX approved detonation arresters Detonation flame arrester Flame arrester designed to prevent the transmission of a detonation. , but they are slightly different designs, and the USCG device is not ATEX approved. For installations in Europe, it is a legal requirement to supply a device which is ATEX type approved. And that is just what PROTEGO® is offering.
Considering that, in a typical marine vapor terminal operation, you will have a lot of particles (e.g., rust, dirt) processed which clog the flame filter element of the detonation arresters. We recommend using the PROTEGO® DA-SB design, which provides the lowest pressure drop in the market, allows for very easy maintenance, and has low follow-up cost on spare parts because the individual filter elements are replaceable. In the end, wouldn't you use the device which is legal and has the lowest pressure drop (cost of ownership)?
If an unstable arrester is what your engineering specs or guidelines call for, we can certainly also provide a DA-UB. This device, like the DA-SB uses the patented shock wave guide tube technology and has a much better pressure drop than the USCG device our competition offers.
Detonation Detonation Explosion propagating at supersonic velocity and characterized by a shock wave (EN 1127-1: 1997). arresters tested for Group I vapor are very similar to Group IIA devices.
In fact, the Kito device has a higher pressure drop than the PROTEGO® DA-SB-IIA device. The shock wave guide tube technology used by PROTEGO® provides the best pressure drops on the market and is a patented technology.
EN12874 tests in-line deflagration flame arresters Deflagration flame arrester Flame arrester designed to prevent the transmission of a deflagration. It can be an end-of-line flame arrester or an in-line flame arrester. in a closed pipe system but limits their use to applications which are partially open at the ignition source Ignition source Any source with enough energy to initiate combustion. . 10% of the pipe at the ignition source needs to be open. Tests have shown that the closed pipe test is sufficiently more severe to allow the use of these flame arresters. Hand out the paper from Dr. Thomas Heidermann and Dr. Michael Davies showing the influence of open pipe, closed pipe and reduced pipe (burner nozzle) on the flame front velocity. (Topic was presented at the 40th Loss Prevention Symposium in Orlando, FL., 2006).
Generally, changes in line size should be avoided. EN12874 requires that the pipe diameter on the unprotected side shall be no larger than the flame arrester connection, and that the pipe diameter on the protected side shall be no less than the pipe diameter on the unprotected side.
Reference: 40th Loss Prevention Symposium
This is not always safe. Generally, changes in pipe diameter should be avoided. The issue is not specifically addressed in EN12874. However, if it is unavoidable, then it is recommended that there are at least 120 pipe diameters of smaller diameter pipe before the location of the detonation arrester. This recommendation is based on testing carried out by PTB. This is also explained in Stan Grossels book on Flame Arresters which was published by the CCPS (Center of Chemical Process Safety).
In addition there are design scenarios shown in the German TRbF 20.
Long-burn-proof flame arresters provide the highest level of safety when venting potentially flammable mixtures from tanks. However, the user must carry out a risk assessment (at least within Europe) and take into account the likelihood of a flammable mixture being vented over a long period of time. Counter measures, such as inerting Inerting Replacing atmospheric oxygen in a plant with a non-reactive, non-flammable gas to prevent flame propagation in the atmosphere of a plant. , can be taken. The new ISO venting standard, ISO 28300, provides guidance on inerting of tanks for flashback protection and the type of flame arrester to be used depending on the level of inerting provided. PROTEGO® has a range of products that includes both long-burn-proof designs and explosion-proof designs, and can provide the best solution for the application.
Most products which would be stored and require a flame arrester would not be too rich to burn. Specifically, when they are venting, they will immediately be mixed with air and continuous combustion can easily be sustained.
Generally, liquid accumulation Accumulation Pressure increase over the MAWP of the vessel allowed during discharge through the pressure-relief device. inside the arrester should be avoided since, during normal operation, you want to have pressure drops that are as small as possible. PROTEGO® can supply eccentric designs to avoid accumulation or designs with built in drains.
Tests conducted have proven that liquid built up in the arrester will make the device more effective.
A detonation is stable when it progresses through a confined system without significant variation of velocity and pressure characteristics. A detonation is unstable during the transition of a combustion process from a deflagration into a stable detonation.
This transition occurs in a limited spatial zone where the velocity of the combustion wave is not constant, and where the explosion pressure is significantly higher than an unstable detonation.
Reference: Stable versus Unstable detonation
The PROTEGO® flame arrester has optimized gap sizes and very low clogging potential. The ENARDO arrester has big gap sizes for the filter elements but very thin screens which separate the filter elements. These screens have such small gap sizes that they collect the dirt in the inside of the arrester which makes it impossible to clean (see attached figure).
Four years ago, PROTEGO® replaced DA's from ENARDO at the BP facility in Texas City, TX. BP has reduced their maintenance time by over 50%.
Reference: Enardo
That can be the case if you don't follow the maintenance instructions, or if you need to constantly clean the filter because you are operating a flow with small particle content. But we do have a solution for such problems. PROTEGO® uses a resistant free drilling process which allows us to pin the arrester. These pinned arresters are unbreakable. Besides the pinned arresters, we can also provide stepped flame filter cages. This allows us to utilize greater tolerances and makes it very easy to replace the filter disc without breaking them.
Reference: Stabilized Flamefilter Discs
PROTEGO® offers a special design which is eccentric. It is not in the catalog, but has a very easy to maintain internal flame filter cage.
There is nothing tested for this parameter, and if there were, it would be massive and have high differential pressure. Do you have such high operating pressures, or are you asking for hydro or shell test of the housing Housing A housing is a solid shell, which surrounds a content, either protecting the content from external influences, or protecting the environment from the content. to have elevated pressure?
We recommend either two different pipe detonation fuses (redundancy AND diversity) or, if structurally feasible, a deflagration fuse plus a detonation fuse. The deflagration fuse should be installed as close as possible to the ignition source.
We conducted explosion tests with two PROTEGO® deflagration pipe safety devices connected in series. Both devices complied with the safety installation conditions. The result was that redundant safety was always guaranteed. Tests carried out with deflagration pipe safety devices made by an English manufacturer came to the opposite conclusion.
In principle, the reliability and availability of a system is increased if several systems are connected in series so that, if a component Component A component that is required for the safe operation of equipment and protective systems without performing an autonomous function itself. fails, the other component guarantees service.
A further increase in availability is achieved by not using identical protection systems. The idea behind this is that systems that offer the same protection, but are built differently, also have a different level of sensitivity to a given disturbance and will most likely not fail at the same time. In particular, if the first fuse fails due to defects, it can lead to strong turbulence, and the second fuse would have to hold under conditions that have never been tested with a deflagration fuse.
In general, maintenance work on “Z caliber” flame arresters may only be carried out by PROTEGO®. Unless special approval has been granted by us.
The reason for this maintenance restriction is that the manufacturing tolerance of the filter cage is greater than the gap dimension of the flame filters used.
When installing new flame filters, there is a risk that the gap between the filter cage and the newly installed flame filters is larger than the gap dimension of the flame filters, which can lead to a flashback at this point. The filters must therefore be individually adapted to the filter cage.
The reinstallation of (old) cleaned flame filters is also not permitted, as these may be damaged during handling (e.g. oval deformation) and the above-mentioned gap problem may occur.
Valves
Breather valves are not flame arresters.
PROTEGO® is participating in the ISO Working Group which is adapting API 2000 to ISO 28300. As part of this work, recent testing carried out by PROTEGO® for ISO has clearly demonstrated that both the pressure and vacuum Vacuum Vacuum is the pressure in an enclosed space that is lower than the ambient pressure. sides of breather valves Pressure and vacuum relief valve A pressure and vacuum relief valve is a pressure equalization valve for impermissible pressure and vacuum in a closed system. can easily pass flames. Accordingly, the new revision to API 2000 and ISO28300 will no longer state that breather valves act as flame arresters.
In addition, one has to understand that a flame arrester can only be specified as a flame arrester if it is tested by an independent third party in accordance with an internationally recognized standard (also compare NFPA 69, Edition 2008).
In Europe, protective systems have to fulfill 94/9/EC.
Blocking of flame arresters can, in most cases, be controlled by preventative maintenance. The PROTEGO® type VD/TS is designed for easy maintenance of the flame arrester. For difficult applications involving polymerizing vapors, PROTEGO® can supply special diaphragm Diaphragm A diaphragm is a thin layer of material, which has a large surface area. valves that are immune to polymerization.
The PROTEGO® designs, the VD/ST for example, have the flame arrester above the pressure vacuum relief valve. This prevents the flame filter, which has the highest clogging potential, from being continuously exposed to the vapor of the tank. The flame arrester will only be exposed to the tank vapor during out-breathing. Inspecting the most critical part of the device (flame arrester) can be done without even shutting down the process or taking the tank out of service. Your maintenance people will love that, and it is safer, too.
Reference: Test Report VB 03-1114
Any safety device needs proper maintenance by trained personnel. PROTEGO® provides onsite maintenance training and full instructions in our IOM's. Providing proper care is taken, the PROTEGO® design has major advantages. That means it is easier to clean and lowers spare parts costs.
In addition, you need to consider that in some cases, if corrosive media is used, you have to allow for inspection of the internals of the element assemblies. Otherwise, the flame arrester is likely to fail if corrosion of the filter elements has increased the gap size.
Reference: NFPA 69 Edition 2008
Recently, we received the information about the final draft for the international standard ISO/FDIS 16852:2007 (E) "Flame arresters - Performance requirements, test methods and limits for use".
In the final draft, the following is stated:
7.3 Flame Transmission Test
7.3.1 General
Flame arresters directly combined with separate pressure and/or vacuum valves used as end-of-line venting systems shall be tested in the same way as end-of-line flame arresters with integrated pressure and/or vacuum valves.
Our type VD/TS is tested and approved, but the combination of the separate devices VD/SV and FA-E is not tested as a complete system, which is the case for most of the competitor’s devices.
According to the above statement, the combined types have to be tested as a system. If you still require a combination of a pressure vacuum relief valve and a flame arrester, the in-line FAs from PROTEGO offer a higher level of protection, in combination with P/V-vents, than the end-of-line devices from our competitors. This is not fully compatible with ISO and FM requirements.
In addition to this, the combination device VD/TS has the advantage that the flame arrester is not continuously exposed to the product vapor. This reduces the likelihood of clogging and condensate built up. The VD/TS is also a much more cost efficient solution than the combination of FA and P/V valve.
The flame filter of the VD/TS can easily be inspected without shutting down the tank. So, regular maintenance inspection for the filter disc doesn’t require taking the tank out of service or having special inspection procedures in place.
Reference: ISO 16852
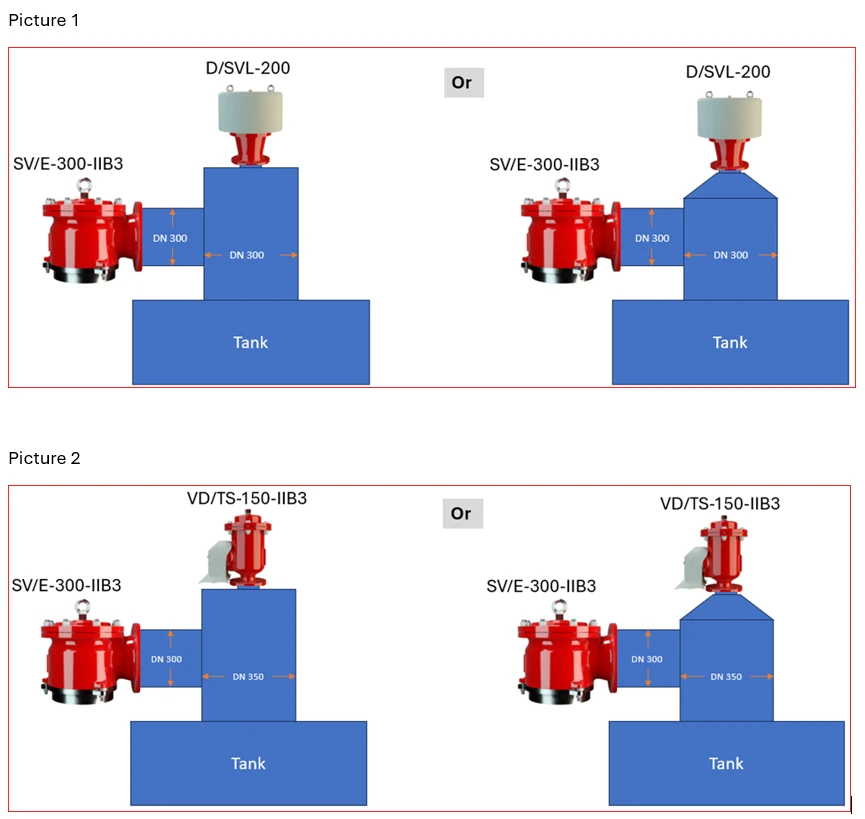
1) PRV and SV/E (VRV) - see picture 1 (higher resolution below under "references")
The larger size (DN) should be considered for the main flange above the tank.
If the size of PRV = DN 200 and the size of VRV = DN 300, then the size of the main flange should be DN 300 or higher.
2) PVRV and SV/E (VRV) - see picture 2 (higher resolution below under "references")
A1 + A2 < A3
A1 = VRV
A2 = PVRV
A3 = Main flange connecting of the tank
If the size of PVRV = DN 150 and the size of VRV = DN 300:
(1) A1 + A2 < A3
A1 = π/4 D1² = π/4 300²
A2 = π/4 D2² = π/4 150²
A3 = π/4 D3²
From Equation (1)
π/4 D3² > π/4 (300² + 150²)
D3² > 300² + 150²
D3² > 112500
D3 > 335.4 mm
D3 ~ 350 mm = 14 inch
Question from the client:
I have a gasoline fixed roof tank without internal floating roof Floating roof A floating roof is the roof of a tank that is fitted with floating chambers (pontoons) and lies on top of the liquid. built in the 90s which is protected with a P/V valve. Why, if I build the same tank with the same dimensions and store the same product, should I install a larger pressure relief valve Pressure-relief valve Valve designed to open and relieve excess pressure and to reclose and prevent the further flow of fluid after normal conditions have been restored. with an integrated flame arrester?
Answer:
The P/V valve installed in the gasoline tank from the 90s was sized according to the API 2000 5th edition. However, the current guidelines are based on the API 2000 7th edition. There are two main differences between the two versions:
1. The method for calculating the normal breathing of tanks has changed, resulting in a significant increase in thermal inbreathing requirements (sometimes tripling in value).
2. In the API 2000 5th edition, the P/V valve was considered capable of stopping a flame from propagating inside the tank. The API 2000 7th edition, however, advises otherwise and recommends several safeguards to prevent flame propagation inside the tanks. One such safeguard is the use of flame arresters.
Due to the increased thermal inbreathing requirements and the necessity of incorporating flame arresters to prevent flame propagation, it is now common to require larger P/V valves with integrated flame arresters for tanks that would have previously been protected by smaller P/V valves (e.g., VD/SV). Therefore, if you wish to replicate an old tank from the 90s, a larger P/V valve with a flame arrester (e.g., VD/TS) is now necessary to meet current standards and ensure safety.
API 2000 remarks that it is user´s responsibility to determine if the API 2000 5th method, which is now API 2000 7th Ed. Annex A, is used for sizing vents for new or existing tanks.
P.S: Please realize that gasoline is a very volatile medium and both API 2000 5th and 7th recommend an engineering review for uninsulated hot tanks.
Reaction forces generate bending moments on pressure relief valves during opening and discharge. The bending moment can lead to
malfunction
Malfunction
Devices, protective system, and components do not fulfill their intended function.
in and leakage from the pressure relief valve or even deformation and damage.
Engineering companies need an evaluation of the reaction forces to plan location of holders on the discharge lines to counterbalance the bending moment caused by the discharged flow rate.
Reaction forces are requested for inline and pipe-away pressure relief valves, including pilot-operated devices.
A bending moment is possible also on vacuum valves where the vacuum pallet is not coaxial with the nozzle.
There is guidance for reaction forces in safety valves, which is absent in ISO 28300 and API 2000 for both pressure and vacuum relief valves. We can offer that service within the range of competences of PROTEGO® ENGINEERING Service, so please contact at engineering@protego.com
- In the USA OSHA 1910.95(c)(1) requires employers to implement a hearing conservation program when noise exposure is at least 85 dBAaveraged over 8 working hours.
- For purposes of the hearing conservation program, employee noise exposures shall be computed in accordance with Appendix A and Table G-16a, and without regard to any attenuation provided using personal protective equipment Equipment Machines, appliances, fixed or mobile devices, control parts and accessories, and warning and prevention systems, whether separate or combined, intended for the generation, transfer, storage, measurement, control, and conversion of energy, and for the processing of materials, which have their own potential source of ignition and may cause an explosion. .
- For a maximum exposure time of 15 minutes or less, the max. allowable sound level (slow response) rises to 110 dBA
- There is guidance for noise level calculation in safety valves and control valves, which is absent in ISO 28300 and API 2000. We can offer noise level calculation for our devices comparing the noise levels generated by similar safety and control valves within the range of competences of PROTEGO® ENGINEERING Service, so please contact at engineering@protego.com
Tank Equipment
Standards
What is the reason you specified a USCG type 1 arrester?
Latest research work for ISO16852, and research work presented at the 40th Loss Prevention symposium, has shown that type 1 arresters tested according to USCG standards cannot maintain more than just a few minutes of endurance burn. The situation gets even worse if you test these devices in a horizontal position, or if you add a piece of pipe to the test setup. Use the attached paper for further explanation and test results.
Reference: 40th Loss Prevention Symposium
Engineering
In chemistry,volatilityis a quality describinghow readily a substance vaporizes. Volatility can also describe the tendency of a vapor tocondense into a liquid.
Volatility itself has no defined numerical value, but for liquids it is often described using vapor pressures or boiling points. High vapor pressures indicate a high volatility, while high boiling points indicate low volatility.
There is no universal value of vapor pressure when to consider a stored liquid volatile of not. API 2000 defines volatile those media whose vapor pressure exceeds 5 kPa.
At a given storage temperature, the maximum vapor pressure in the headspace is the saturation pressure. The saturation pressure increases exponentially with temperature.
For instance, the saturation pressure of water is 0.0316 bar at 25°C, 0.123 bar at 50°C, and 0.474 bar at 80°C.
However, the headspace reacts faster than the liquid to external weather changes, so when the tank is exposed to solar radiation, the headspace is warmer than the liquid.
Since evaporation is controlled by the colder liquid temperature, the vapor pressure in the headspace is usually below the saturation pressure at the headspace temperature.
Saturation level is the ratio of the actual vapor pressure to the saturation pressure.
The Main Body in both standards presents simple correlations relating thermal in-and out-breathing with the tank volume by means of constant, latitude dependent Factors C and Y.
The Factor C presents for each latitude level a higher and a lower value, where the lower one can be applied for a vapor pressure similar toHexane anda storage temperature below 25°C.
The Boundary Conditions (BC) for the derivation of thermal in-and out-breathing in the Main Body are listed in the Annex E of both standards.
BC E.2 (a) state that the tank is fully filled with vapor (no liquid inside).
BC E.4 (a) and BC E.5 (a) resp. for tank heating and cooling state that the tank is filled only with air. This is a very strong statement which excludes the presence of condensing vapors in the headspace. In other words, neither evaporation nor condensation is accounted for there.
However, evaporation rate is treated separately in the Main Body of both API 2000 and ISO 28300.
However, Section E.5 lists additional boundary conditions (BC) for tank cooling:
- Initial storage temperature (walls and content) is 55°C
- Ambient temperature Ambient temperature Temperature of the air or other medium where the equipment is to be used (IEV 826-01-04) (IEC 60204-32:1998) Note: For the application of the Directive 94/9/EC, only air is considered. 15°C
- Rain flow intensity is 225 kg/(m²h) and inclination 30°
- Internal and external heat transfer coefficients are resp. 5 W/(m²K) and 15 W/(m²K)
Rain flow intensity and inclination are very conservative: a rain deluge of ca. 200 to 300 mm has been observed during European floods lasting at least twelve hours (not one)
In short, ISO 28300 and API were derived for tanks storing solely
ambient air
Ambient air
Normal atmosphere surrounding the equipment and protection
system.
, but the cautiousness in some assumptions may allow for the account of modest condensation of volatile vapors from the headspace.
API 2000 and ISO 28300 consider a vapor pressure of 5 kPa to call a liquid volatile.
Some common design solution to reduce volatile liquid evaporation during storage:
- Increasing frequency of turnover (storage vs. transshipment tanks)
- Blanketing or inertingthe tank by means of an inert gas Inert gas Non-flammable gas which will not support combustion and does not react to produce a flammable gas. regulator
- Introducing and maintaining an internal floating roof (IFR)
- Insulating the tank
- Building a secondary containment (Double-wall tank)
Connecting the headspace to a condenser does not usually work to prevent or dampen the evaporation rate but it helps to control overpressure Overpressure Overpressure refers to an increase in pressure in a system or vessel above the normal operating pressure. in the headspace.
VDI 3479 distinguishes storage tanks from transshipment tanks.
Acc.To VDI3479storage tanks are exclusively destined for the long-term storage with a turnover frequency of approx. once per year. When turnover is frequent, then the standard defines containers for liquid storage as transshipment tanks.
VDI 2479 assumes that in a storage tank the liquid will reach the same temperature as the headspace and that the small headspace volume will be saturated with vapors.
In transshipment tanks the headspace volume is larger, and the vapor pressure is incapable of saturating the whole headspace at its temperature.
API MPMS 19 correlates the saturation level with the inverse of the product of the headspace height and the saturation pressure of the stored liquid.
A regulator is set at a slight overpressure threshold so that inert gas (usually N2) is injected when the headspace pressure drops below that positive threshold.
The evaporation rate from a liquid in a closed tank is inversely proportional to the total pressure inside the tank. As the total pressure increases, the rate of evaporation decreases, and vice versa. This is because the increased pressure from the vapor above the liquid surface hinders the liquid molecules from escaping into the gas phase.
An internal floating roof (IFR) can significantly limit the evaporation rate in a storage tank by physically reducing the surface area of the liquid exposed to the vapor space above it.
The IFR acts as a barrier that prevents the free movement of volatile vapors into the headspace. By limiting the vaporization area, the roof slows down the evaporation process. IFR efficiency is the ratio between volatile annual evaporation rate when the IFR is in place compared to the annual production rate of the same tank without IFR.
The IFR can also contribute to reduce temperature variations at the liquid surface since it provides an additional layer of thermal insulation.
Good maintenance of the internal floating roof is crucial. A well maintained IFR can have efficiencies higher than 95%. In storage tanks where maintenance is insufficient, partial IFR failure can expose more liquid surface to evaporation and reduce the IFR efficiency.
A double-wall tank is a type of storage tank that features two layers or "walls" for added protection and containment. This design enhances safety and minimizes the risk of leaks.
The inner tank is the primary containment, while the outer one is secondary containment.
The annular space between the inner and the outer tank is called interstitial space.
The secondary containment is designed to surround and encapsulate the primary tank to catch any leaks or spills that might originate from the primary tank as its primary goal.
Reduction of the evaporation rate in the primary containment by limiting heat exchange with the environment may be secondary. Furthermore, the roof and part of the shell of the primary containment are often unencapsulated. When reduction of the evaporation rate is a primary goal, insulants like mineral wool may be placed in the interstitial space.